»Á∫Œ’“µΩð^þm∫œΩåŸ≥…–Õë™(y®©ng)”√µƒôC(j®©)∆˜�����£ø
∞l(f®°)≤ºïr(sh®™)Èg£∫2021-09-15 ûg”[£∫¥Œ
»Á∫Œ’“µΩð^þm∫œΩåŸ≥…–Õë™(y®©ng)”√µƒôC(j®©)∆˜����£øƒ«√¥�����£¨****º˛ ¬æÕ «£∫ƒ˙œ£Õ˚≥…–Õ≤Ÿ◊˜ÕÍ≥… ≤√¥����£øƒ˙“™–Œ≥…“ªœµ¡–¡„º˛Ü·£øƒ˙“™∏þÆa(ch®£n)¡øÜ·�£øƒ˙œÎ“™“ªÇÄ(g®®)∫√µƒ≤Ÿ◊˜ÜTƒÐâÚ…˙Æa(ch®£n)≥ˆ∫√µƒ¡„º˛Ü·£øÖ¢“ä(ji®§n)àD1÷–µƒàD±Ì�°£ºŸ‘O(sh®®)ƒ˙÷ªƒÐþxìÒÉ…ÇÄ(g®®)£¨ƒ«√¥�����£¨ƒƒÇÄ(g®®)ð^÷ÿ“™�����£øâ∫èù?r®¥n)C(j®©)∏¸ÉAœÚ”⁄œÚ“ªœµ¡–Æa(ch®£n)∆∑ÉA–±£®àD÷–µƒÌî≤øàA»¶£©����£¨∂¯”°∞ÊðÅ∏¸œÚ∏þÆa(ch®£n)¡ø?j®©)A–±°£»Áπ˚ƒ˙”–∫√µƒ≤Ÿ◊˜ÜT���£¨ƒ«√¥É…’þ∂ºø…“‘÷∆‘Ï≥ˆú (zh®≥n)¥_µƒ¡„º˛���°£
ºŸ‘O(sh®®)ƒ˙”–“ªÇÄ(g®®)ð^¥Ûµƒ£¨øÁ‘Ωπ§º˛åí∂»µƒíþ¬”∞ÎèΩ����£¨ƒ«√¥£¨ƒƒ∑NôC(j®©)∆˜ð^þm∫œþ@Ìó(xi®§ng)π§◊˜����£¨ «”°∞ÊðÅþÄ «’€èù?r®¥n)C(j®©)£øÆî(d®°ng)»ª�£¨þ@»°õQ”⁄¡„º˛µƒé◊∫Œ–ŒÝÓ“‘º∞≤ƒ¡œµƒµ»ºâ(j®™)∫Õ∫Ò∂»°£¡„º˛îµ(sh®¥)¡ø∫ÕÓA(y®¥)À„“≤∆◊˜”√°�����£øºë]“ªœ¬ƒ˙Æî(d®°ng)«∞µƒƒÐ¡¶£∫ƒƒÇÄ(g®®)þ^(gu®∞)≥Ã墑ˆèä(qi®¢ng)ƒ˙µƒ∏Ç(j®¨ng)Ýé(zh®•ng)¡¶��£ø
àD1‘⁄õQ∂®“™ÕÍ≥…µƒ≥…–Œ≤Ÿ◊˜ïr(sh®™)�����£¨’à(q®´ng)øºë]“‘œ¬»˝ÇÄ(g®®)“ÚÀÿ����°£
◊ˆ≥ˆ’˝¥_µƒþxìÒ–Ë“™¥_«–µÿ÷™µ¿”°∞ÊùLÑ”(d®∞ng)∫Õ’€èù÷∆Ñ”(d®∞ng)∆˜ø…“‘ÕÍ≥…µƒπ§◊˜°£’€èù?r®¥n)C(j®©)≤ªÉHø…“‘◊ˆ90∂»µƒèùèù�£¨∂¯«“’˚∞ʺàæÌ“ªÃÏø…“‘◊ˆµƒ±»ùLÕ≤ºàæÌþÄ“™∂ý°£
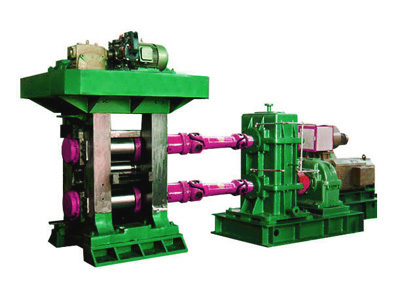
◊É¡ø±»±»Ω‘ «�£¨≤¢«“ø…ƒÐ∫ÐÎy÷™µ¿èƒƒƒ¿ÔÈ_ º°£µ´ «����£¨ð^÷ÿ“™µƒ «£¨–Ë“™¥_«–µÿ¡ÀΩ‚√ø≈_(t®¢i)ôC(j®©)∆˜»Á∫Œ‘⁄π§º˛÷––Œ≥…¥Û∞ÎèΩ�����£¨“‘º∞ π÷Æ≥…ûÈø…ƒÐµƒøÿº˛£¨π§æþ∫ÕÐàðÅ≈‰÷√£®’à(q®´ng)Ö¢“ä(ji®§n)àD2£©�����°£
≤ƒ¡œèä(qi®¢ng)∂»�����£¨∫Ò∂»∫Õ∞ÎèΩ
»Œ∫Œ≥…–ÕÌó(xi®§ng)ƒø∂º–Ë“™èƒ≤ƒ¡œÃÿ–‘È_ º����£¨∞¸¿®«¸∑˛èä(qi®¢ng)∂»∫Õøπ¿≠èä(qi®¢ng)∂»���£¨“™–Œ≥…µƒ∞ÎèΩ“‘º∞¡„º˛µƒÈL(zh®£ng)∂»�°�����£øπ¿≠èä(qi®¢ng)∂»‘Ω∏þ����£¨∞ÎèΩ‘Ω–°£¨Ñt–Ë“™–Œ≥…µƒâ∫¡¶‘Ω¥Û���°£∏¸¥Ûµƒâ∫¡¶Õ®≥£“‚Œ∂÷¯∏¸¥Ûµƒìœ∂»��£¨þ@∑¥þ^(gu®∞)ÅÌ(l®¢i)ï˛(hu®¨)∏ƒ◊Ƀ˙µƒôC(j®©)∆˜“™«Û����°£
Õ¨ò”£¨≤ª“™Õ¸”õ≤ƒ¡œÃÿ–‘µƒ◊ɪØ�����£¨∞¸¿®∆¨≤ƒªÚ∞Â≤ƒµƒð^–°∫Õð^¥Û∫Ò∂»���£¨“‘º∞≤ƒ¡œ«¸∑˛èä(qi®¢ng)∂»∫Õ¿≠…Ïèä(qi®¢ng)∂»µƒ◊ɪØ�����°£À˘”–þ@–©∂ºï˛(hu®¨)å¶(du®¨)≥…–Õ¡„º˛Æa(ch®£n)…˙”∞Ìë��°£üo(w®≤)’ì «‘⁄’€èù?r®¥n)C(j®©)…œ≥…–ÕþÄ «‘⁄â∫ðÅ…œ≥…–Õ�£¨ôC(j®©)∆˜≤Ÿ◊˜ÜT∂º÷™µ¿��£¨Æî(d®°ng)–¬“ª≈˙ŒÔ¡œ◊≤ìÙµÿ∞Âïr(sh®™)�����£¨ï˛(hu®¨)∞l(f®°)¨F(xi®§n)¡Ó»ÀÓ^Õ¥µƒ ¬«È£¨À˚ÇÉ∞l(f®°)¨F(xi®§n)∆‰Œª”⁄÷∏∂®∫Ò∂»∑∂á˙µƒ¡Ì“ª∂À���°£
≤ƒ¡œ–‘ƒÐµƒ◊ɪØï˛(hu®¨)‘⁄»Œ∫ŒΩåŸ≥…–Œ≤Ÿ◊˜÷–éßÅÌ(l®¢i)ÃÙë(zh®§n)�£¨”»∆‰ «¥Û∞ÎèΩ∑Ω√Ê��°£þ@≈c¥Û∞ÎèΩµƒ–Œ≥…∑Ω Ω“‘º∞ªÿè󵃔∞Ìë”–ÍP(gu®°n)���°£≥˝¡Àƒ≥–©’€èù?r®¥n)C(j®©)¥Úµ◊ªÚâ∫”°‘O(sh®®)÷√÷ÆÕ‚£¨–Œ≥…ð^¥Ûµƒ∞ÎèΩï˛(hu®¨)∑≈¥Ûªÿèó∫ÕÎS≤ƒ¡œÃÿ–‘∂¯◊ɪصƒ∆‰À˚þ^(gu®∞)≥Ã◊É¡øµƒ”∞Ìë�����°£ƒ˙µƒ≤ƒ¡œ£®∞¸¿®∫Ò∂»∫Õèä(qi®¢ng)∂»£©‘Ω“ª÷¬���£¨≥…–ŒæÕ‘Ω“ª÷¬�����°£
∆´ÞD(zhu®£n)∫Õº”√·
üo(w®≤)’ì «‘⁄’€èù?r®¥n)C(j®©)þÄ «‘⁄∞ÂðÅ…œ≥…–Õ��£¨ƒøµƒ∂º «‘⁄π§æþªÚðÅΩ””|π§º˛µƒ»Œ∫Œµÿ∑Ω±£≥÷∆Ω––µƒâ∫¡¶æÄ���°£≤ª–“µƒ «����£¨ŒÔ¿ÌåW(xu®¶)þ`±≥¡Àþ@“ª¿ÌœÎ����£¨åß(d®£o)÷¬¡À∆´ÞD(zhu®£n)°£’€èù?r®¥n)C(j®©)∫Õ”°∞ÊðÅ∂ºæþ”–Õπ≥ˆ∑Ω∑®�£¨þ@–©Õπ≥ˆ∑Ω∑®ï˛(hu®¨)åß(d®£o)÷¬ôC(j®©)∆˜◊É–Œ°£Æî(d®°ng)ôC(j®©)∆˜∆´–±ïr(sh®™)�����£¨èƒôC(j®©)∆˜“ª∂ÀµΩ¡Ì“ª∂ÀÀ˘ ©º”µƒ≥…–Õâ∫¡¶≤ª «∫„∂®µƒ����°£
’€èù?r®¥n)C(j®©)∫Õ”°∞ÊðÅ‘⁄∆‰Ç»(c®®)ºÐ…œµƒÑÇ∂»ð^∏þ£¨∂¯‘⁄÷–≤øµƒÑÇ∂»ð^µÕ�°£»Áπ˚ôC(j®©)∆˜õ](m®¶i)”–º”π⁄µƒ∑Ω∑®£¨Ñtπ§º˛å¢∆» πèù«˙Ö^(q®±)”Úµƒ÷–≤øèù«˙���°£
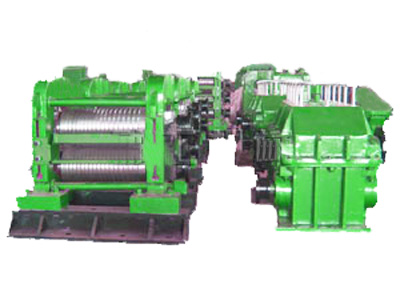
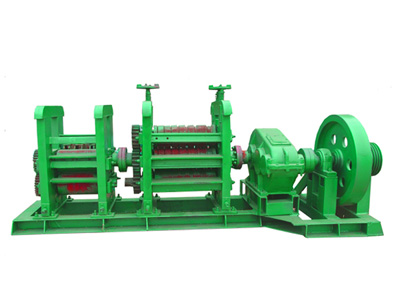
º”√·µ÷œ˚¡Àþ@∑N”∞Ìë�����°£‘⁄’€èù?r®¥n)C(j®©)÷–�£¨þ@ «Õ®þ^(gu®∞) π”√÷T»Á‘⁄’€èù?r®¥n)C(j®©)¥≤œ¬∑Ω≤þ¬‘–‘µÿ∑≈÷√–®âK÷ÆÓ굃—b÷√ÅÌ(l®¢i)åç(sh®™)¨F(xi®§n)µƒ£¨‘ì—b÷√‘⁄≥…–Õ÷Ð∆⁄÷–‘⁄º”ðd÷Æ«∞∏ƒ◊É«∞π⁄���°£∆‰À˚π⁄√·œµΩy(t®Øng) π”√“∫â∫œµΩy(t®Øng)£®’à(q®´ng)Ö¢“ä(ji®§n)àD3£©��°£
‘⁄∫Ò∞ÂðÅ÷–�£¨Õπ√Ê‘⁄ðÅ÷–£®’à(q®´ng)Ö¢“ä(ji®§n)àD4£©�°£π⁄ÝÓðŵƒ÷±èΩ‘⁄÷–Èg¬‘¥Û£¨≤¢«“ºö(x®¨)Œ¢µƒ°∞Õπ∆°±µ÷œ˚¡Àìœ∂»���°£
”…”⁄ðÅÕ≤±æ…ÌÉ»(n®®i)÷√”–Õπ∞º∂»£¨“Ú¥À∆Ω∞ÂðÅ·òå¶(du®¨)Ãÿ∂®∫Ò∂»∑∂á˙£®Õ®≥£ «ôC(j®©)∆˜òÀ(bi®°o)∑Q»ð¡øµƒ75£•£©µƒð^º—Õπ∞º∂»∂¯‘O(sh®®)”ã(j®¨)���°£òÀ(bi®°o)∑QÐà÷∆ƒÐ¡¶æþ”–0.75”¢¥Áµƒð^º—Õπ∂»��°£∫Ò∞Â�����£¨µ´å¶(du®¨)”⁄0.25”¢¥Á∫Òµƒ≤ƒ¡œ���£¨ø…ƒÐï˛(hu®¨)≥ˆ¨F(xi®§n)þ^(gu®∞)∂»µƒÕπ∂»£®º¥£¨‘⁄æÌÕ≤÷–ÈgµƒÕπ∆ô¥Û£©��°£þ^(gu®∞)∂»µƒ¬°∆ï˛(hu®¨)‘⁄÷–Ègþ^(gu®∞)∂»îDâ∫π§º˛£¨èƒ∂¯Æa(ch®£n)…˙…≥¬©–ŒÝÓ����°£œý∑¥£¨≤ª≥‰∑÷µƒ¬°∆ï˛(hu®¨)åß(d®£o)÷¬¥Úƒ•�£¨∆‰÷–àA÷˘÷±èΩ‘⁄÷–Èg¥Û”⁄É…∂À°£œýÕ¨µƒ–ßπ˚ø…“‘–Œ≥…æþ”–™ö(d®≤)ƒæ÷€–ŒÝÓµƒ∞ÎèΩ≤ø∑÷���£¨‘⁄÷––ƒÕπ≥ˆ≤¢«“‘⁄ƒ©∂À◊Éæo�����°£
ûÈ¡ÀΩ‚õQþ@ÇÄ(g®®)Üñ(w®®n)Ó}����£¨ƒ≥–©’€èù?r®¥n)C(j®©)∫Õ”°∞ÊùLÕ≤¨F(xi®§n)‘⁄÷π©¡ÀÑ”(d®∞ng)ëB(t®§i)Õπ√ÊœµΩy(t®Øng)��£¨‘융Ωy(t®Øng) π”√ǘ∏–∆˜ÅÌ(l®¢i)ôzúy(c®®)â∫¡¶≤¢ ©º”À˘–˵ƒ—a(b®≥)Éî�����°£å¶(du®¨)”⁄’€èù?r®¥n)C(j®©)�����£¨þ@…ʺ∞墖®–Œº˛ªÚÓêÀ∆ôC(j®©)òã(g®∞u)‘⁄þmÆî(d®°ng)?sh®¥)ƒŒª÷√“‘þmÆî(d®°ng)?sh®¥)ƒ¡ø“∆Ñ?d®∞ng)µΩ¥≤œ¬∑Ω°£‘⁄∫Ò∞ÂðÅ…œ��£¨Ñ”(d®∞ng)ëB(t®§i)Õπ√ÊœµΩy(t®Øng)ø…“‘ ÷Ñ”(d®∞ng)ªÚ◊‘Ñ”(d®∞ng)’{(di®§o)’˚ðÅâ∫��°£
üo(w®≤)ìpèù«˙
‘⁄’€èù?r®¥n)C(j®©)ÓI(l®´ng)”Ú���£¨∞±ª˘º◊À·““ı•õ_Ó^∫Õõ_ƒ£“‘º∞∞±ª˘º◊À·““ı•ƒzéßø…“‘éÕ÷˙’€èù?r®¥n)C(j®©)Æa(ch®£n)…˙üo(w®≤)ìpÇ˚µƒèù«˙���°£‘⁄”°∞ÊÐà÷∆ÓI(l®´ng)”Ú£¨ø…“‘”ÜŸè(g®∞u)éß”–íÅπ‚����£¨æ´ƒ•ðŵƒ”°∞ÊðÅ£¨‘ìðÅ“◊”⁄«Âùç���£¨≤¢«“≤ªï˛(hu®¨)œÒǘΩy(t®Øng)ðŃ«ò”Ól∑±µÿ ’ºØÐàôC(j®©)—ıªØ∆§°£
Æî(d®°ng)»ª��£¨üo(w®≤)Ñù∫€µƒèù«˙–Ë“™’˝¥_µƒ≥ÖÚ∫Õ÷î(j®´n)…˜µƒπ§æþÃé¿Ì��°£æ´√З–ƒ•µƒðÅ?zh®§n)”“—Ω?j®©ng)”≤ªØ��£¨µ´»‘»ªï˛(hu®¨)ìpâƒ���£¨“Ú¥À≤Ÿ◊˜ÜT–Ë“™◊¢“‚À¸ÇÉÕ®þ^(gu®∞)ðÅ?zh®§n)”ǘÀÕµƒÉ?n®®i)»ð�����£¨”»∆‰ «‘⁄Ðà÷∆™M’≠µƒπ§º˛ïr(sh®™)�����£¨ôC(j®©)∆˜å¢À˘”–â∫¡¶ºØ÷–‘⁄∫Ж°µƒÖ^(q®±)”Ú…œ�����°£
ð^–°∑®Ãm∫Õèù«˙∆Ω√Ê
’€èù?r®¥n)C(j®©)÷¯—€”⁄ð^–°∑®ÃmÈL(zh®£ng)∂»��°£ π”√ǘΩy(t®Øng)π§æþµƒôC(j®©)∆˜üo(w®≤)∑®ÕÍ»´–Œ≥…≤ƒ¡œþÖæâ���°£ð^–°∑®ÃmÈL(zh®£ng)∂»Õ®≥£¥_∂®ûȃ£æþÈ_ø⁄µƒ∞Ÿ∑÷±»�°£±æŸ|(zh®¨)…œ��£¨‘⁄’˚ÇÄ(g®®)≥…–Õ÷Ð∆⁄÷–�£¨∞Â∂º±ÿÌöƒÐâÚ¿Œπõÿ∑≈÷√‘⁄ƒ£æþ…œ°£“≤æÕ «’f(shu®≠)���£¨‘ˆ¡øèù«˙£®…‘∫Ûï˛(hu®¨)‘îºö(x®¨)ΩÈΩB£©Õ®≥£ π”√æþ”–™M’≠ƒ£æþÈ_ø⁄µƒº‚‰Jƒ£æþ���£¨“Ú¥Àð^µÕ∑®Ãm“™«ÛÕ®≥£≤ª «Üñ(w®®n)Ó}����°£¥ÀÕ‚����£¨Ãÿ ‚µƒπ§æþºØ£®¿˝»Áéß”–”√”⁄úy(c®®)¡øªÚ–˝ÞD(zhu®£n)°∞“Ì–Œ°±ƒ£æþµƒÉ»(n®®i)÷√÷πÑ”(d®∞ng)º˛µƒ»·–‘æ€∞±ı•ƒ£æþ£©ø…◊åƒ˙‘⁄“ª¥Œ¥ÚìÙ÷––Œ≥…é◊∫ı…ı÷¡’˚ÇÄ(g®®)þÖæⵃ∞ÎèΩ°£
‘⁄ƒ≥–©«Èõrœ¬�£¨ ◊œ»å¢∞Â≤ƒ‘⁄∑QûÈ°∞ÓA(y®¥)èù?r®¥n)C(j®©)°±µƒ¡Ì“ª≈_(t®¢i)ôC(j®©)∆˜…œèù«˙£¨»ª∫Ûå¢∆‰ÀջΒ€èù?r®¥n)C(j®©)þM(j®¨n)––þf‘ˆèù«˙��£¨‘ì∞Â≤ƒåç(sh®™)ÎH…œ‘⁄∞Â≤ƒµƒþÖæâé◊∫ıõ](m®¶i)”–∆ΩÃπ�����°£þ@ «“ª∑N‘⁄∫Ò±⁄πЖ–òI(y®®)÷–æþ”–”∆æ√öv ∑µƒºº–g(sh®¥)���£¨ƒø«∞’˝¬˚—”µΩ∆‰À˚ÓI(l®´ng)”Ú°£þ@∑NÓê–Õµƒ≥…–Œµƒ���£¨”–ïr(sh®™)±ª∑QûÈÕªæâ�����£¨ø…“‘”√’˝¥_µƒôC(j®©)∆˜∫Õƒ£æþ�°£
‘⁄÷–∫Ò∞ÂÐà÷∆÷–£¨ƒ˙‘⁄«∞æâ∫Õ∫Ûæâ∂º”–Œ¥èù«˙µƒ∆Ω√Ê≤ø∑÷�����°£Õ®≥£∫Ð…Ÿ“˝∆◊¢“‚����£¨ÃÿÑe «‘⁄ΩåŸ∞Â∫ÕÐà÷∆≥…¥Û÷±èΩµƒ∞Â÷–°£µ´ «À¸ÇÉ?c®®)⁄ƒ«¿Ô�����£¨≤¢«“≤ªø…±Ð√‚�����£¨“Úû(y®§n)Èâ∫æoðÅ–Ë“™“ªÇÄ(g®®)∑≈÷√≤ƒ¡œµƒµÿ∑Ω�����°£
∑QûÈÓA(y®¥)èù«˙µƒ≤Ÿ◊˜ø…ð^¥Û≥Ã∂»µÿúp…Ÿ”°∞Ê«∞æâ∫Õ∫Ûæⵃ∆ΩÃπ≤ø∑÷���°£‘⁄µ‰–Õ‘O(sh®®)÷√÷–����£¨≤Ÿ◊˜ÜTàÃ(zh®™)––µΩ«∞æâ∫Õ∫Ûæⵃèù«˙£¨Õ®≥£∏˘ì˛(j®¥)ë™(y®©ng)”√∫Õ≤ƒ¡œµƒ≤ªÕ¨�����£¨¡Ù≥ˆ∫Ò∂»ûÈ≤ƒ¡œ∫Ò∂»1.5µΩ2.5±∂µƒŒ¥èù«˙∆Ω√Ê�°£
å¶(du®¨)”⁄≈RΩÁ≥þ¥ÁµƒàA÷˘Ðà÷∆£¨≤Ÿ◊˜ø…ƒÐï˛(hu®¨)þxìÒÐà÷∆àA÷˘Ûw�£¨∫∏Ω”øvœÚΩ”øp£¨å¢∆‰ƒ•ºö(x®¨)��£¨»ª∫Û÷ÿ–¬Ðà÷∆“‘œ˚≥˝Œ¥èù«˙µƒ∆Ω√Ê���°£µ´‘⁄¥Û∂ýîµ(sh®¥)«Èõrœ¬��£¨»‘ï˛(hu®¨)±£¡Ùð^–°µƒèù«˙≤ø∑÷�����°£
∫∏Ω”éßÅÌ(l®¢i)¡À¡Ì“ªÇÄ(g®®)Üñ(w®®n)Ó}£∫∫∏Ω”Îä‘¥ø…ƒÐï˛(hu®¨)å¶(du®¨)∏ΩΩ¸µƒ”°∞Êðŵƒøÿ÷∆œµΩy(t®Øng)‘Ï≥…òO¥ÛµƒÎäö‚ìpâƒ�°£¥_±£∫∏Ω”µÿ√Ê‘⁄¡„º˛…œ�����£¨∂¯≤ª‘⁄ôC(j®©)∆˜…œ����°£≤ª»ªµƒ‘í£¨ø…ƒÐ‘Ï≥…Îäö‚ìpâƒ�����£¨Ñt”–±ÿ“™Õ∂ŸY…˝ºâ(j®™)µƒ∆¡±ŒÎä◊”œµΩy(t®Øng)��£¨“‘±£◊o(h®¥)”°∞ÊùLÕ≤µƒÎä◊”‘O(sh®®)lj���°£
’€èù?r®¥n)C(j®©)…œµƒ‘ˆ¡øèù«˙
’€èù?r®¥n)C(j®©)üo(w®≤)Ãé≤ª‘⁄ «”–‘≠“Úµƒ£∫À¸ÇÉ”√Ãé∑«≥£èV∑∫��£¨≤¢«“ø…“‘ π”√∏˜∑N∏˜ò”µƒôC(j®©)∆˜���°£À¸ÇÉÆî(d®°ng)»ªø…“‘èù«˙∏˜∑NΩ«∂»£¨üo(w®≤)’ì «èàÈ_��£¨‰JΩ«þÄ «90∂»���°£µ´ «À¸ÇÉ“≤ø…“‘–Œ≥…¥Û∞ÎèΩµƒ¡„º˛����£¨≤¢Õ®þ^(gu®∞)þmÆî(d®°ng)?sh®¥)ƒπ§æþ…ı÷¡ø…“‘–Œ≥…àA÷˘Ûw∫Õ∆‰À˚èÕ(f®¥)Îs–ŒÝÓ°£
“ª–©ë™(y®©ng)”√≥Öږ˓™Ãÿ ‚µƒπ§æþÅÌ(l®¢i)Ñì(chu®§ng)Ω®¥Û∞ÎèΩµƒèù«˙��°£å¶(du®¨)”⁄ð^±°µƒë™(y®©ng)”√�����£¨àA–ŒªÚð^åíµƒ∞Α¬–Œõ_Ó^≈c»·–‘∞±ª˘º◊À·ı•ƒ£æþœý∆•≈‰�£¨ø…“‘å¢Ω埱°∞Â’Ê’˝µÿ°∞∞¸π¸°±‘⁄õ_Ó^–ŒÝÓ÷Ðá˙£¨÷ª–Ëé◊¥ŒìÙ¥ÚæÕø…Æa(ch®£n)…˙ð^¥Ûµƒíþ¬”∞ÎèΩ���°£
àD2’€èù?r®¥n)C(j®©)∫ÕèùðÅ∂ºø…“‘–Œ≥…¥Û∞ÎèΩµƒèù«˙����°£ð^∫√µƒþxìÒ»°õQ”⁄ë™(y®©ng)”√≥Öڵƒ“™«Û“‘º∞æßàAèSµƒ∑NÓê∫Õπ§◊˜¡ø����°£
µ´ «£¨÷∆Ñ”(d®∞ng)∆˜“≤ø…“‘Õ®þ^(gu®∞)≥£“é(gu®©)µƒø’ö‚èù«˙ÅÌ(l®¢i)–Œ≥…ð^åíµƒ∞ÎèΩ∫ÕàA÷˘Ûw�����£¨‘⁄þ@∑N«Èõrœ¬���£¨≤ƒ¡œøø÷¯∫Ûìı¡œ∂®Œª����£¨≤¢«“∞ÎèΩ?j®©ng)_Ó^œ¬ΩµµΩV–Õƒ£���°£µ´ «�£¨õ_Ó^≤¢õ](m®¶i)”–œ¬ΩµµΩƒ£æþø’Èg÷–“‘å¢π§º˛èù«˙µΩÃÿ∂®Ω«∂»�����£¨∂¯ «÷ª «å¢≤ƒ¡œ…‘Œ¢°∞◊≤°±»Îƒ£æþÈ_ø⁄÷–����°£√ø¥Œõ_≥Ã÷Æ∫Û£¨≤ƒ¡œ∂ºï˛(hu®¨)«∞þM(j®¨n)�£¨»ª∫Û÷ùu‘ˆº”∞ºÕπ£¨þ@æÕ «ûÈ ≤√¥”–ïr(sh®™)å¢∆‰∑QûÈ‘ˆ¡øèù«˙µƒ‘≠“Ú�£¨÷±µΩþ_(d®¢)µΩÓA(y®¥)∆⁄µƒ«˙æÄ°£
‘ˆ¡øèù«˙ º”⁄÷™µ¿èù«˙Ω«∂»∫Õ’˚ÇÄ(g®®)èù«˙£®èƒ“ªÇÄ(g®®)«–¸c(di®£n)µΩ¡Ì“ªÇÄ(g®®)«–¸c(di®£n)£©µƒª°ÈL(zh®£ng)����°£»ª∫Û£¨≤Ÿ◊˜ÜT¥_∂®‘⁄’˚ÇÄ(g®®)èùµ¿…œ“™◊þ∂ý…Ÿ≤ΩªÚ√¸÷–���°£À˚µƒìÙ¥Ú¥Œîµ(sh®¥)‘Ω∂ý�£¨“Ù∏þ£®ìÙ¥Ú÷ÆÈgµƒÈgæý£©‘Ω’≠£¨èù«˙µƒ«˙æÄ–Œ Ω“≤墑Ω∆Ωª¨��°£
“≤æÕ «’f(shu®≠)��£¨‘ˆ¡øèù«˙÷–µƒ’≠Ègæýï˛(hu®¨)∑≈¥Û’`≤Ó��°£»Áπ˚90∂»‘ˆ¡øèù«˙√ø2∂»”–45ÇÄ(g®®)≈_(t®¢i)ÎA��£¨≤¢«“√øÇÄ(g®®)èù«˙…‘”–∆´Îx�£¨ƒ«√¥èƒ–°Âe(cu®∞)’`È_ ºµƒùL—©«ÚæÕø…ƒÐ—ð◊É≥…÷˜“™»±œð°£þ@ «±£≥÷“ª÷¬µƒþ^(gu®∞)≥Ã◊É¡ø£®π§æþ����£¨ôC(j®©)∆˜ø…÷ÿèÕ(f®¥)–‘£¨≤ƒ¡œ∫Ò∂»µ»£©»Á¥À÷ÿ“™µƒ‘≠“Ú÷Æ“ª�����°£
ƒ£æþµƒþxìÒ≈cǘΩy(t®Øng)µƒø’ö‚èù«˙ÕÍ»´≤ªÕ¨�£¨Ç˜Ωy(t®Øng)µƒø’ö‚èù«˙µƒ∞ÎèΩ «ƒ£æþÈ_ø⁄µƒ∞Ÿ∑÷±»£¨∂¯õ_Ó^µƒ¥©Õ∏…Ó∂»õQ∂®¡Àèù«˙Ω«∂»�����°£Õπ¸c(di®£n)Õ®≥£∞l(f®°)…˙‘⁄É…±∂”⁄πù(ji®¶)æýåí∂»µƒº‚‰Jõ_ƒ£…œ£¨±MπÐõ_ƒ£µƒþxìÒï˛(hu®¨)“Úë™(y®©ng)”√∂¯Æê�����°£üo(w®≤)’ì»Á∫Œ�����£¨ƒ˙µƒ¬ðæý‘Ωåí��£¨ƒ£æþµƒÈ_∂»æÕ‘Ω¥Û�����£¨‘ˆ¡øèù«˙æÕ◊É≥…¡À°∞ÀÈ–º°±�£¨‘⁄Õ‚∞ÎèΩ…œ”–√˜Ô@µƒèù«˙æÄ�°£
‘⁄≥ÖÚ÷–‘O(sh®®)÷√‘ì¬ðæý£¨èƒ∂¯“∆Ñ”(d®∞ng)∫Ûìı¡œ�°£‘⁄‘S∂ýë™(y®©ng)”√÷–£¨≤Ÿ◊˜ÜTå¢ΩåŸ∞ÂÕ∆œÚ∫Ûìı¡œ����£¨þ@”÷å¢ΩåŸ∞ÂÕ∆µΩ√øÇÄ(g®®)Õπ∆Ãé°£“≤æÕ «’f(shu®≠)��£¨’€èù?r®¥n)C(j®©)≤Ÿ◊˜ÜTø…“‘ π”√“ªœµ¡–µƒúy(c®®)¡ø≤þ¬‘ÅÌ(l®¢i)≈ˆ◊≤∞ÎàA÷˘ÛwªÚÀƒ∑÷÷Æ“ªàA÷˘Ûw“‘º∞∏˜∑NèÕ(f®¥)Îsµƒ–Œ Ω£¨À˘”–þ@–©∂ºø…“‘∫лð“◊µÿ‘⁄…Ó∫̵ƒ’€èù?r®¥n)C(j®©)…œ–Œ≥…£®º¥���£¨ƒ£æþ∫Û√ʵƒø’Èg£© ��°£
≈c∞ÂðÅ≤ªÕ¨����£¨æþ”–’˝¥_π§æþ��£¨á猪∫Õ¥≤…ÌÈL(zh®£ng)∂»µƒ’€èù?r®¥n)C(j®©)ø…“‘–Œ≥…∑«≥£∫Ò∫Õ±°µƒ≤ƒ¡œ�£¨≤¢–Œ≥…∏˜∑N–ŒÝÓ£¨…ı÷¡ «àA÷˘Ûw�����°£åç(sh®™)ÎH…œ��£¨‘S∂ý÷∆Ñ”(d®∞ng)∆˜üo(w®≤)–ËÃÿ ‚π§æþº¥ø…ÕÍ»´–Œ≥…–°÷±èΩö‚∏◊����°£àA÷˘Ûw◊≤ìÙµΩå¢Ω¸360∂»£¨èƒ∂¯ûÈõ_Ó^¡Ù≥ˆ◊„âÚµƒø’Èg“‘–Œ≥…ð^ΩKµƒ◊≤ìÙ����°£»Áπ˚’€èù?r®¥n)C(j®©)æþ”–◊„âÚµƒ¥ÚÈ_∏þ∂»“‘þmë™(y®©ng)ö‚∏◊÷±èΩ���£¨Ñt◊≤ÂNÃß∆õ_Ó^£¨“‘±„≤Ÿ◊˜ÜT–∂œ¬π§º˛��£¨»ª∫Ûø…“‘¿^¿m(x®¥)“∆Ñ”(d®∞ng)µΩπÃ∂®—b÷√�£¨‘ìπÃ∂®—b÷√‘⁄∫∏Ω”ð^ΩKøvœÚΩ”øp÷Æ«∞å¢ö‚∏◊É…∂ÀÕ∆µΩ“ª∆°£
Æî(d®°ng)»ª���£¨þ@ÉHþm”√”⁄“ª∂®÷±èΩ∫Õ∫Ò∂»µƒàA÷˘Ûw��°£∏˘ì˛(j®¥)ë™(y®©ng)”√àˆ(ch®£ng)∫œ£¨π§æþ∫Õøںеƒ’œµKŒÔø…ƒÐüo(w®≤)∑® π’€èù?r®¥n)C(j®©)–Œ≥…ÕÍ’˚µƒ360∂»“∫â∫∏◊�°£‘⁄þ@–©«Èõrœ¬£¨ø…ƒÐ–Ë“™‘⁄∏˜ÇÄ(g®®)≤ø∑÷÷––Œ≥…¡„º˛≤¢å¢∆‰∫∏Ω”‘⁄“ª∆����°£
æþ”–’˝¥_π§æþ∫Õúy(c®®)¡ø≈‰÷√µƒ’€èù?r®¥n)C(j®©)…ı÷¡ø…“‘–Œ≥…àAÂF∫ÕàAÂF–ŒΩÿ√Ê°�£ø¥µΩªÓÑ”(d®∞ng)µƒ÷∆Ñ”(d®∞ng)∆˜ πàAÂF–ŒΩÿ√ʪÚàA÷˘Ûwèù«˙£¨þ@º»’f(shu®≠)√˜¡À∆‰÷˜“™Éû(y®≠u)¸c(di®£n)����£¨“≤’f(shu®≠)√˜¡À∆‰÷˜“™»±¸c(di®£n)°£Õ¨ò”£¨À¸µƒ÷˜“™Éû(y®≠u)Ñð(sh®¨) «Ï`ªÓ–‘�����°£À¸ø…“‘–Œ≥…“ªÇÄ(g®®)àAÂF–Œ≤ø∑÷���£¨»ª∫Û «–Ë“™þM(j®¨n)––90∂»èù«˙µƒ¡Ì“ª≤ø∑÷�£¨»ª∫Û «éß”–’≠þÖÕπæⵃ√Ê∞Â���°£þ@ò”��£¨º¥ π‘⁄É…ÇÄ(g®®)÷±µƒÕπæâªÚ∆‰À˚≥…–ÕµƒÃÿ’˜÷ÆÈg�£¨À¸“≤ø…ƒÐ‘⁄∞µƒþÖæâ…œ÷ùuèù«˙���£¨þ@å¶(du®¨)”⁄∞ÂæÌÅÌ(l®¢i)’f(shu®≠) «≤ªø…ƒÐ◊ˆµΩµƒ��°£ûÈ¡À‘⁄èù«˙Ìò–Úþ^(gu®∞)≥Ã÷–÷π©Ègœ∂“‘–Œ≥…∏˜∑N¡„º˛é◊∫Œ–ŒÝÓ����£¨÷∆Ñ”(d®∞ng)∆˜ø…“‘‘⁄’˚ÇÄ(g®®)ôC(j®©)ºÐ…œ π”√∑÷∂Œπ§æþ�����°£ƒ« «÷∆∞ÊÀ˘≤ªƒÐÃ·π©µƒ¡Ì“ªÇÄ(g®®)∫√Ãé°£
àD3éß”–≤ªþmÆî(d®°ng)ÓA(y®¥)æoÕπ∂»µƒ’€èù?r®¥n)C(j®©)ø…ƒÐï˛(hu®¨)Æa(ch®£n)…˙éß”–π≠–Œµƒ¡„º˛��°£
÷∆Ñ”(d®∞ng)∆˜ø…“‘–Œ≥…àAÂF–ŒΩÿ√ʵƒ ¬åç(sh®™)◊C√˜¡ÀÏ`ªÓ–‘���£¨µ´þ@ò”◊ˆïr(sh®™)µƒ¬˝ÀŸÀŸ∂»ÖsÔ@ æ≥ˆ∆‰»ı¸c(di®£n)�°£…ı÷¡ø¥À∆∫Ü(ji®£n)ÜŒµƒ‘ˆ¡øèù«˙“≤ø…ƒÐ «æè¬˝µƒþ^(gu®∞)≥Ã��£¨≤¢«“òO∆‰èÕ(f®¥)Îs����°£¥Û∂ýîµ(sh®¥)◊‘Ñ”(d®∞ng)Ω«∂»úy(c®®)¡ø∫Õ—a(b®≥)Éî‘O(sh®®)lj£®≥þ¥Áúy(c®®)¡øº§π‚∆˜∫Õ∆‰À˚‘O(sh®®)”ã(j®¨)”√”⁄≥£“é(gu®©)ø’ö‚èù«˙µƒÇ˜∏–∆˜£©∂ºüo(w®≤)∑®ôzúy(c®®)µΩ?j®©ng)_Ó^‘⁄≤ƒ¡œ÷––Œ≥…µƒ√øÇÄ(g®®)‘ˆ¡øÕπ∆À˘Æa(ch®£n)…˙µƒþ^(gu®∞)ðp°∞Ω«∂»°±÷–µƒÜñ(w®®n)Ó}°£∂¯«“üo(w®≤)’ìÈgæý∂ý√¥™M’≠�����£¨ÑxÐá∂ºüo(w®≤)∑®ùLÑ”(d®∞ng)�����£ªÀ¸»‘»ª–Ë“™≈ˆ◊≤π§º˛�����£¨‘⁄∆‰…œ¡Ùœ¬èù«˙æÄ��°£’˝¥_µƒπ§æþø…“‘ πþ@–©æÄól∑«≥£Œ¢√Ó�£¨”–ïr(sh®™)‘⁄’€èùµƒÕ‚±Ì√Êé◊∫ıø¥≤ª“ä(ji®§n)£¨µ´À¸ÇÉ?n®®i)‘»ª¥Ê‘⁄°?/span>
æC…œÀ˘ ˆ���£¨ƒ≥–©…˙Æa(ch®£n)≠h(hu®¢n)æ≥¥_åç(sh®™)≥‰∑÷¿˚”√¡À÷∆Ñ”(d®∞ng)∆˜µƒ‘ˆ¡øèù«˙ƒÐ¡¶����°£¿˝»Á�����£¨ƒ≥–©Ãÿ ‚µƒ’€èù?r®¥n)C(j®©)����£¨æþ”–Ãÿ ‚—bðd£¨π§æþ∫Õ”ã(j®¨)¡øœµΩy(t®Øng)µƒ¥Û–եƬì(li®¢n) ΩôC(j®©)∆˜�����£¨ø…“‘∑«≥£”––ßµÿ–Œ≥…“ªÇÄ(g®®)Ω”“ªÇÄ(g®®)µƒö‚∏◊���°£µ´ «’˚ÇÄ(g®®)œµΩy(t®Øng) «á˙¿@Æa(ch®£n)∆∑ªÚÆa(ch®£n)∆∑œµ¡–‘O(sh®®)”ã(j®¨)µƒ��°£÷∆∂®≥ÖÚ���£¨≤ƒ¡œ“ª÷¬���£ª«∞£¨∫Û�����£¨…ı÷¡Ç»(c®®)“é(gu®©)±£≥÷π§º˛∑Ä(w®ßn)∂®����£ªÀ˘”–þ@–©‘™Àÿ“ª∆π§◊˜“‘Ñì(chu®§ng)Ω®”––ßµƒ£¨ø…÷ÿèÕ(f®¥)µƒþ^(gu®∞)≥Ã�����°£
Æî(d®°ng)»ª��£¨þ@≤ª «µ‰–ÕµƒÐáÈgªÚ∏þÆa(ch®£n)∆∑ΩM∫œ÷∆‘υõƒòÀ(bi®°o)ú (zh®≥n)���°£»Áπ˚÷∆Ñ”(d®∞ng)∆˜‘⁄¥Ûö‚∏◊≤ø∑÷÷Æ∫Û–Œ≥…¥Ûö‚∏◊≤ø∑÷£¨»ª∫ÛΩâ…œòÚ Ω∆÷ÿôC(j®©)“‘≤Ÿøvπ§º˛�����£¨»ª∫Û”…”⁄≤Ÿ◊˜ÜTª®ŸM(f®®i)ïr(sh®™)Èg‘O(sh®®)÷√œ¬“ª≈˙◊˜òI(y®®)£®Æî(d®°ng)»ª «ÕÍ»´≤ªÕ¨µƒ£©∂¯Ãé”⁄Èe÷√ÝÓëB(t®§i)ø…ƒÐ÷µµ√◊–ºö(x®¨)ôz≤È°£þ@ø…ƒÐ «“ªÇÄ(g®®)á¿(y®¢n)÷ÿµƒ∆øÓi���°£»Áπ˚ «µƒ‘í��£¨’˝¥_µƒ”°∞ÊùLÕ≤ø…ƒÐï˛(hu®¨)”–À˘éÕ÷˙�°£
”°∞ʵ◊∆·
‘⁄”°∞ÊùLÕ≤∫Õ’€èù?r®¥n)C(j®©)÷ÆÈgþM(j®¨n)––þxìÒ≤ª «****þxìÒ�����£¨þ@÷˜“™ «”…”⁄ø…”√µƒ∏˜∑NôC(j®©)∆˜Óê–Õ�����£¨∞¸¿®”°∞ÊùLÕ≤�°£∫Ò∞ÂÐà÷∆ôC(j®©)æþ”–≤ªÕ¨îµ(sh®¥)¡øµƒÐàðÅ∫ÕÐàðÅ≈‰÷√£¨≤¢«“√ø≈_(t®¢i)ÐàðÅ“‘≤ªÕ¨µƒ∑Ω Ω≤Ÿøvþ@–©ÐàðÅ��°£“ª–©ð^≥£“ä(ji®§n)µƒ∞ÂæÌôC(j®©) «£∫
»˝ðÅÎpÓ^ƒÛ�����°£þ@–©Ωõ(j®©ng)ù˙(j®¨)µƒ”°∞ÊðÅÕ˘Õ˘“◊”⁄≤Ÿ◊˜����°£Ç»(c®®)ðÅŒª”⁄Õ¨“ªðSæÄ…œµƒπÃ∂®Ìîðŵƒ◊ÛÇ»(c®®)∫Õ”“Ç»(c®®)����°£≥ı ºþM(j®¨n)¡œ¸c(di®£n)þh(yu®£n)∂ÀµƒÇ»(c®®)ðÅ”√◊˜∫Ûìı¡œ∞Â����£¨”–÷˙”⁄ π”°∞Êî[’˝£¨“Ú¥À≤Ÿ◊˜ÜTüo(w®≤)–Ë÷˙ ÷º¥ø…þ\(y®¥n)––ôC(j®©)∆˜�°£
ÎpÓ^ƒÛ∫œôC(j®©)ø…“‘‘⁄≥…–ÕàA÷˘Ûwïr(sh®™)øÏÀŸþM(j®¨n)––ÓA(y®¥)èù«˙π§◊˜°£‘⁄ÜŒÓ^ƒÛ∫œôC(j®©)÷–��£¨÷ª”–þh(yu®£n)Ç»(c®®)ðÅø…“‘àÃ(zh®™)––ÓA(y®¥)èù«˙µƒ≥ı ºäAæo��£¨þ@“‚Œ∂÷¯≤Ÿ◊˜ÜT–Ë“™œ»èù«˙π§º˛µƒ“ª∂À����£¨»ª∫Û–∂œ¬£¨–˝ÞD(zhu®£n)∫Õ’{(di®§o)’˚∞Â���£¨“‘±„Õ¨“ªðÅø…“‘àÃ(zh®™)––****ÇÄ(g®®)èù«˙µΩœý∑¥µƒþÖæâ�°£
‘⁄Îp≥ı ºƒÛ∫œôC(j®©)÷–�����£¨É…ÇÄ(g®®)œ¬ðÅ∂ºœÚπÃ∂®µƒ…œðÅ“∆Ñ”(d®∞ng)£¨“‘ πÀ¸ÇÉàÃ(zh®™)––≥ı ºƒÛ∫œ“‘þM(j®¨n)––ÓA(y®¥)èù«˙���°£≤Ÿ◊˜ÜT÷ª–Ëå¢∞—b“ª¥Œº¥ø…°£þh(yu®£n)µ◊ðÅàÃ(zh®™)––****¥ŒÓA(y®¥)èù��£¨»ª∫Û≤Ÿ◊˜ÜT墌ԡœÀÕ»Î�����£¨“‘±„Ω¸µ◊ðÅø…“‘‘⁄œýå¶(du®¨)µƒþÖæâþM(j®¨n)––****¥ŒÓA(y®¥)èù��°£»ª∫ÛæÕø…“‘È_ ºÐàðÅ¡À���°£ôC(j®©)∆˜µƒÇ»(c®®)ðÅ“≤ø…“‘ÉA–±“‘þM(j®¨n)––àAÂFùLâ∫����°£
ÀƒðÅôC(j®©)��°£þ@–©Æa(ch®£n)…˙ð^ú (zh®≥n)¥_�����£¨ð^øϵƒ’€èù�°£À¸ÇÉå¢∞¿Œπõÿ±£≥÷‘⁄œ¬ðÅ∫Õ…œðÅ÷ÆÈg£¨∂¯Ç»(c®®)ðÅ¥π÷±“∆Ñ”(d®∞ng)“‘Æa(ch®£n)…˙ÓA(y®¥)∆⁄µƒèù«˙∂»°£À¸ÇÉ?c®®) ‘SøÏÀŸÓA(y®¥)èù����°£Õ¨ò”£¨üo(w®≤)–Ë»•≥˝****¥ŒÓA(y®¥)èùµƒ≤ƒ¡œ����£¨∞ÂþM(j®¨n)¡œø…“‘‘⁄»Œ“ªÇ»(c®®)þM(j®¨n)––°£√øÇÄ(g®®)ðÅ∂º”–“ªÇÄ(g®®)™ö(d®≤)¡¢µƒðS���£¨èƒ∂¯Ã·∏þ¡Àú (zh®≥n)¥_–‘�����£¨≤¢œ˚≥˝¡Àå¶(du®¨)≤Ÿ◊˜ÜT÷˙ ÷µƒ–Ë“™����°£
ÂF√ÊÐà÷∆œýå¶(du®¨)∫Ü(ji®£n)ÜŒ����£¨Ç»(c®®)ðÅÉA–±“‘Ω®¡¢ÂFΩ«°£µ◊ðÅ“≤ø…“‘ÉA–±“‘Úå(q®±)Ñ”(d®∞ng)àAÂFµƒ÷˜ðS��°£
»˝ðÅø…◊Éé◊∫Œ–ŒÝÓ��°£þ@–©ôC(j®©)∆˜ø…“‘∏˘ì˛(j®¥)Ìîðŵƒ≥þ¥ÁÐà÷∆ð^èV∑∫µƒ≤ƒ¡œ∫Ò∂»∫ÕÓê–Õ°£À¸ÇÉþm∫œ∫Ò∞Â∫Õ÷–∞Âèù«˙��°£œ¬ðÅÀÆ∆Ω“∆Ñ”(d®∞ng)����£¨∂¯…œðÅ¥π÷±“∆Ñ”(d®∞ng)���£¨èƒ∂¯åß(d®£o)÷¬≥…–ÕÑ”(d®∞ng)◊˜����£¨þ@å¶(du®¨)”⁄»Œ∫Œ Ïœ§’€èù?r®¥n)C(j®©)≤Ÿ◊˜µƒ»ÀÅÌ(l®¢i)’f(shu®≠)∂º «ø…“‘◊R(sh®™)Ñeµƒ��°£
À¸ÇÉÓêÀ∆’€èù?r®¥n)C(j®©)µƒ≥…–ÕÑ”(d®∞ng)◊˜ πþ@–©ø…◊Éé◊∫Œ–ŒÝÓµƒôC(j®©)∆˜»Á¥ÀÏ`ªÓ��°£å¢œ¬ðÅ“ïûÈ’€èù?r®¥n)C(j®©)…œµƒø…◊ÉVƒ£�����°£å¢µ◊ðÅ“∆µ√∏¸þh(yu®£n)£®∏¸åíµƒV£©ï˛(hu®¨)úp…Ÿ≥…–Õáçîµ(sh®¥)���£¨≤¢ πôC(j®©)∆˜≥…–Õ∫Ò∞Â����°£å¢ðÅ?zh®§n)”øø‘⁄“ª∆“∆Ñ?d®∞ng)£®’≠µƒV£©ø…“‘ πôC(j®©)∆˜å¢±°∞ÂÐà≥…–°÷±èΩ°£ÌîðÅ∫ÕÇ»(c®®)ðÅ“≤ø…“‘ÉA–±“‘∫Ü(ji®£n)ªØàAÂFèù«˙�����°£
“ª–©”°∞ÊùLÕ≤æþ”–”–÷˙”⁄èõ∫œ’€èù?r®¥n)C(j®©)∫Õ”°∞ÊùLÕ≤÷ÆÈgµƒÈgœ∂µƒπ¶ƒÐ�°£
àD4Õπ∞ÊÐàðŵƒÕπ∂»þm”√”⁄Ãÿ∂®∑∂á˙µƒ≤ƒ¡œ∫Õèù«˙∞ÎèΩ°£Ìî≤øµƒ‘O(sh®®)÷√æþ”–þ^(gu®∞)∂»µƒÕπ∞º£®…≥¬©–ßπ˚£©����£¨÷–ÈgµƒÕπ∞º£®Õπºy£©≤ª◊„£¨∂¯µ◊≤øµƒÕπ∞º–ßπ˚ð^º—�°£
þxìÒƒƒ“ªÇÄ(g®®)£ø
œÒ’€èù?r®¥n)C(j®©)“ªò”���£¨∞ÂæÌø…“‘Ωâ◊°òÚ Ω∆÷ÿôC(j®©)�°£ûÈ¡À·å∑≈∆÷ÿôC(j®©)�����£¨“ª–©ÐàðÅéß”–CNCªÚNCÇ»(c®®)÷ßìŒ∫Õ∏þºÐ÷ßìŒ�£¨À¸ÇÉ÷ßìŒàA÷˘Ûw≤¢∑¿÷π∆‰‘⁄Ðà÷∆þ^(gu®∞)≥Ã÷–“Ú◊‘÷ÿ∂¯œ¬¥π°£∞ÂðÅø…≈cÎäÑ”(d®∞ng)—bðd≈_(t®¢i)���£¨þM(j®¨n)¡œðîÀÕôC(j®©)∫Õ¡„º˛Ìî≥ˆ∆˜ºØ≥…‘⁄“ª∆�����£¨À˘”–þ@–©∂ºø…“‘÷∏þ–߬ �����£¨ð^÷ÿ“™µƒ «���£¨¥_±£≤Ÿ◊˜ÜT∞≤»´°£
–߬ ∫Õ∞≤»´≥…ûÈÜñ(w®®n)Ó}µƒÍP(gu®°n)ÊI���£¨–߬ ”»∆‰»°õQ”⁄÷∆‘υõƒÆa(ch®£n)∆∑ΩM∫œ�����°£‘Ÿ¥Œøºë]æþ”–ð^¥Ûíþ¬”∞ÎèΩµƒ≤ø∑÷�°£’€èù?r®¥n)C(j®©)£®åç(sh®™)ÎH…œæÕ «»·–‘ôC(j®©)–µ£©∫Ðø…ƒÐï˛(hu®¨)…˙Æa(ch®£n)¡„º˛����£¨µ´ƒÐ∑Ò∏þ–ßµÿ÷∆‘Ï¡„º˛£ø»Áπ˚≤ª «þ@ò”���£¨≤¢«“»Áπ˚‘ì≤øº˛þm∫œðŵƒ∫Ò∂»∫ÕÆa(ch®£n)…˙∞ÎèΩµƒƒÐ¡¶���£¨Ñt∆Ω∞ÂðÅø…ƒÐ «∏¸∫√µƒþxìÒ�����°£
Æî(d®°ng)»ª��£¨À˘”–þ@–©∂º»°õQ”⁄…õ͵ƒ»ð¡øÀÆ∆Ω∫ÕÆî(d®°ng)«∞ÿì(f®¥)ðd��°£πп̻Œ∫Œ÷∆‘Ï≤Ÿ◊˜”–¸c(di®£n)œÒá¯(gu®Æ)ÎHœÛ∆Â�°£÷µµ√ëc–“µƒ «�£¨»Áπ˚“ªº“…õÍìÌ”–þm∫œ∆‰Æa(ch®£n)∆∑ΩM∫œµƒâ∫èù?r®¥n)C(j®©)∫Õ”°∞ÊùLÕ≤£¨ƒ«√¥þ@É…≈_(t®¢i)ôC(j®©)∆˜∂ºø…“‘≥…ûÈ∆±P…œð^”––ßµƒ¡„º˛
ƒ˙ø…ƒÐå¶(du®¨)“‘œ¬–≈œ¢∏–≈d»§�����£ø